.png)



Wij gebruiken cookies om ervoor te zorgen dat onze website voor de bezoeker beter werkt. Daarnaast gebruiken wij o.a. cookies voor onze webstatistieken.
Autogeen vlamgutsen
Autogeen vlamgutsen
Het gutsen met de acetyleen-zuurstofvlam biedt de mogelijkheid om op een snelle en efficiënte manier metaal te verwijderen. Dit kan minstens vier keer zo snel gaan als met verspanende bewerkingen. Het is in het bijzonder aantrekkelijk vanwege het lage geluidsniveau (t.o.v. het elektrisch gutsproces), gemakkelijke hanteerbaarheid en het is geschikt voor het gutsen in alle posities. Zie figuur 3 verder op de pagina voor de video.Procesbeschrijving
Vlamgutsen is een variant van het autogeen lasproces. Voor het te bewerken materiaal gelden dezelfde voorwaarden als bij het autogeen snijden. Zo moet de ontsteektemperatuur van het metaal onder de smelttemperatuur van het metaal liggen en de smelttemperatuur van het oxide onder die van het metaal.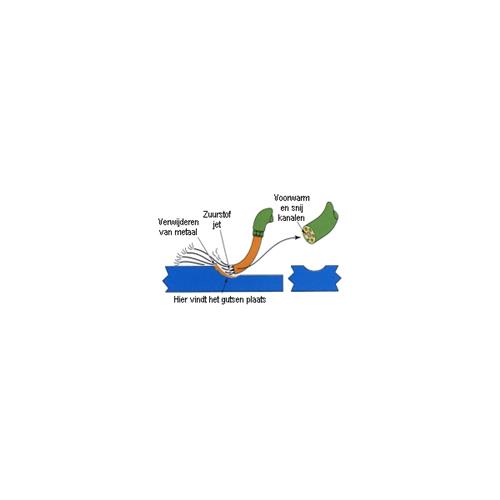 figuur 1: autogeen vlamgutsen
figuur 1: autogeen vlamgutsenZuurstof en verbrandingsgas worden gebruikt om de benodigde hoge vlamtemperatuur te bereiken om het staal te smelten. Bij het gutsen wordt het staal plaatselijk verhit op een temperatuur boven de ontsteektemperatuur (in de buurt van 1000 °C) en een zuurstofstraal wordt gebruikt om het staal te oxideren, de verbrandingsreactie tussen de zuurstof en het hete metaal. De zuurstofstraal dient ook om het gesmolten metaal en slak weg te blazen. Het verschil in vergelijking met autogeen snijden is dat de slak niet via de snijgroef wordt geblazen, maar aan het oppervlak van het werkstuk blijft.
Een gutsbrander is in principe een handsnijbrander met op de handgreep de afsluiters voor het brandgas, voorwarm- en snijzuurstof, hier dus de zuurstof voor de gutsstraal. Het gutsmondstuk is ontworpen om een relatief grote hoeveelheid zuurstof met een betrekkelijke snelheid te laten uitstromen. Het volume kan oplopen tot 300 liter per minuut bij een mondstuk met een opening van 6 mm. Bij het autogeen gutsen worden gelijke hoeveelheden gas en zuurstof gebruikt voor een neutrale vlaminstelling. De uitvoersnelheid van de zuurstofstraal bepaalt de diepte en de breedte van gegutste groef. Instellingen voor een reeks groefafmetingen worden in de volgende tabel gegeven.
| instelgegevens voor handmatig autogeen vlamgutsen (C2H2 = acetyleen; O2 = zuurstof) | ||||||||
| mondstuk opening (mm) | afmetingen groef | gasdruk | gasverbruik | voortloop- snelheid (mm/min) | ||||
| breedte (mm) | diepte (mm) | C2H2 (bar) | O2 (bar) | C2H2 (l/min) | voorwarm zuurstof (l/min) | snijzuur- stof (l/min) | ||
| 3 | 6-8 | 3-9 | 0,48 | 4,2 | 15 | 22 | 62 | 600 |
| 5 | 8-10 | 6-12 | 0,48 | 5,2 | 29 | 31 | 158 | 1000 |
| 6,5 | 10-13 | 10-13 | 0,55 | 5,5 | 36 | 43 | 276 | 1200 |
Bij de juiste instellingen van de voorwarmvlam en de zuurstofstraal heeft de groef een gelijkmatige vorm met een glad, mat blauw gekleurd oppervlak.
Instelling en bediening
Een brander met een zuurstofkraan verdient de voorkeur boven een brander met een zuurstofhendel zoals voor het snijbranden wordt gebruikt. De zuurstofstraal is met een kraan nauwkeuriger te doseren. De voorwarmvlam wordt zo haaks mogelijk op het werkstuk gericht. Daarna wordt de gutszuurstofkraan geopend en tijdens het gutsen wordt de brander gekanteld en in een hoek van ongeveer 5 - 20˚ ten opzichte van het werkstuk gehouden. Aangezien ook de hete slak bijdraagt aan het voorwarmen moet tussen het werkpunt van de brander en de voortlopende slak een gelijkblijvende afstand van ongeveer 20 mm worden aangehouden. De beste resultaten worden behaald als de brander zo wordt gehouden dat het mondstuk net niet de onderkant van de groef raakt. Indien mogelijk wordt het werkstuk enigszins hellend neergelegd zodat de slak onder invloed van de zwaartekracht gemakkelijker kan weglopen.De diepte van de groef wordt in hoofdzaak bepaald door de snelheid en de hoek van de brander ten opzichte van het werkstuk. Voor een diepere groef wordt de hoek vergroot. De hoek waarmee de straal het materiaal raakt wordt dus groter en de gutssnelheid wordt lager. Om een minder diepe groef te verkrijgen kan de hoek weer verkleind en de snelheid opgevoerd worden.
Door te zwaaien worden bredere groeven verkregen. De vorm van de groef is afhankelijk van de grootte van het mondstuk en de ingestelde parameters. Als de zuurstofdruk te laag is resulteert dit in gladde rimpels onder in de groef. Als de straalzuurstof te hoog is ingesteld loopt de straal voor op het smeltbad, hetgeen leidt tot verstoring van het gutsproces, in het bijzonder bij ondiepe groeven.
Er zijn bestaan vier basistechnieken bij het vlamgutsen, die voor de volgende toepassingen worden gehanteerd.
Continu gutsen
Deze veelal toegepaste techniek wordt gebruikt om groeven met een gelijkblijvende vorm te krijgen. Er dient met een gelijkmatige voortgaande beweging te worden gegutst. De grootte van het mondstuk bepaalt de afmetingen van de groef. Toepassingen zijn onder meer het verwijderen van onvoldoende doorgelaste grondlagen aan de tegenzijde, gedeeltelijke vormgeving van smeedstukken, het volledig weghalen van gelaste lagen en voorbewerking van te lassen naden. Bij een juiste uitvoering ontstaat een gladde naad waarin met het blote oog geen oneffenheden zijn te herkennen. Deze procesvariant leent zich uitstekend voor mechanisering.Plaatselijk gutsen
Het plaatselijk gutsen wordt uitgevoerd om een diepe U-vormige groef over een relatief korte lengte te verkrijgen. Dit proces is specifiek bedoeld voor het verwijderen van kortere gedeeltes van een lasverbinding waarin lasfouten voorkomen. Ervaren gutsers kunnen ook lasonvolkomenheden gedurende het gutsen lokaliseren, die in het smeltbad tevoorschijn komen als donkerder of lichtere plekken of strepen. Het herkennen van onvolkomenheden is ook gemakkelijker omdat bij het autogeen gutsen de straling veel minder intens is als bij het elektrisch gutsen.Teruglopend gutsen (met de pelgrimpas)
Als het materiaal zijn ontsteektemperatuur heeft bereikt wordt de zuurstofstraal ingezet en in teruggaande richting bewogen over een afstand van 15 - 20 mm. De zuurstoftoevoer wordt gesloten, waarna 25 - 30 mm vooruit wordt bewogen voordat weer opnieuw de gutsbewerking gestart wordt. Uiteindelijk vormen de afzonderlijk gegutste delen een groef over de gehele lengte. Deze techniek verdient de voorkeur bij het verwijderen van plaatselijke onvolkomenheden die dieper in het plaatmateriaal liggen. Bij deze variant is het proces beter te controleren en dus meer geschikt voor met het gutsen minder ervaren lassers. De snelheid is lager dan bij het continu gutsen en hierdoor zijn onvolkomenheden in het materiaal nog beter te herkennen.Diep uitgutsen
Soms is het nodig om een lange diepe groef te maken. Dit soort werk wordt uitgevoerd met een techniek die kan worden beschouwd als een combinatie van voortlopend en plaatselijk gutsen.
bron NIL
Bel mij terug