.png)



Wij gebruiken cookies om ervoor te zorgen dat onze website voor de bezoeker beter werkt. Daarnaast gebruiken wij o.a. cookies voor onze webstatistieken.
Autogeen lassen
Autogeen lassen
Tijdens en na de eerste wereldoorlog was het de basis voor de totstandkoming van gelaste constructies. Na de tweede wereldoorlog verloor het steeds meer in betekenis ten opzichte van de elektrische lasprocessen. Voor productiewerk is het in ons land praktisch geheel verdrongen door het lassen onder beschermgas. Toch wordt het autogeen lassen, dank zij de flexibiliteit van het proces en overal in te zetten apparatuur nog op ruime schaal toegepast, met name in de installatie- en onderhoudssector voor reparatielassen, op montage, op moeilijk bereikbare plaatsen en voor het lassen van pijpleidingen met een wanddikte tot maximaal 8 mm.Algemeen
Bij het autogeen lassen (proces 311) wordt de voor het smelten van het metaal benodigde warmte verkregen uit de verbranding van een brandbaar gas met zuurstof. De vlam ontstaat na ontsteken van het gasmengsel dat uit het brandermondstuk stroomt.
Voor het lassen van on- en laaggelegeerd staal valt de keuze voor het brandgas op acetyleen.
In de brander worden acetyleen en zuurstof in een bepaalde verhouding gemengd. In de juiste verhouding levert dit een relatief hoge vlamtemperatuur op van ca. 3200 °C. De chemische werking van de zuurstof-acetyeenvlam kan worden ingesteld door de verhoudingen zuurstof en acetyleen tot elkaar te laten variëren.
Drie specifieke vlaminstellingen kunnen worden onderscheiden:
neutrale vlaminstelling:
oxiderende vlaminstelling:
carburerende vlaminstelling:
Bij het lassen van staal wordt in het algemeen de neutrale vlaminstelling toegepast met ongeveer gelijke volumes zuurstof en acetyleen. De oxiderende vlam wordt verkregen door de hoeveelheid toegevoerde zuurstof te verhogen en de carburerende vlam wordt verkregen door de verhouding acetyleen ten opzichte van zuurstof te vergroten. Het smeltpunt van staal ligt boven de 1500 °C. Alleen de combinatie van zuurstof met acetyleen biedt hierbij een voldoende hoge temperatuur bij een reducerende werking, die het gesmolten ijzer tegen oxidatie beschermt. Andere brandbare gassen, ook menggassen op basis van methylacetyleen, propyleen en propadieen hebben bij een voldoende hoge temperatuur en een voldoende korte vlamkegel een oxiderende werking, die de kwaliteit van de lasverbinding in ernstige mate ongunstig beïnvloedt.
Wel kunnen deze gassen, evenals propaan, waterstof en aardgas worden toegepast voor het verbinden van laag smeltende non-ferrometalen en voor het hard en zacht solderen.
Apparatuur en veiligheid
Autogene gereedschappen zijn gemakkelijk verplaatsbaar en relatief eenvoudig te gebruiken. Zuurstof en acetyleen worden verkregen uit stalen cilinders, die voorzien moeten zijn van voor elk van deze gassen geschikte drukregelaar. Via flexibele slangen stromen de gassen gescheiden van elkaar naar de brander. Er bestaan diverse brandertypen. Voor het lassen wordt meestal een injecteurbrander gebruikt. Hierbij wordt het acetyleengas aangezogen door de hogere zuurstofdruk in de injecteur. Na menging van beide gassen ontstaat een uiterst brandbaar gasmengsel.
Bij onregelmatigheden en ondeskundig gebruik kunnen gevaarlijke situaties ontstaan.
Effecten zijn: knallen van de brander, vlaminslag en vlamterugslag. Bij vlaminslag brandt het gasmengsel in de brander. Bij vlamterugslag slaat de vlam terug achter de brander in de gastoevoerslang.
Het knallen van de brander kan een gevolg zijn van oververhitting of vervuiling van het mondstuk. Vlaminslag en vlamterugslag kunnen een gevolg zijn van een verkeerde instelling van de druk.Vlamterugslag kan optreden als de acetyleentoevoerslang onvoldoende wordt ontlucht of als acetyleen in de zuurstofslang komt.
Om het risico van ernstige gevolgen te beperken is een goedgekeurde vlamdover op elk acetyleenafamepunt verplicht gesteld. Dus ook tussen de acetyleendrukregelaar en de slang naar de brander.
Bij autogene laswerkzaamheden moet de lasser beschermende kleding dragen en een lasbril met donkere glazen. Omdat de lasvlam minder sterk licht uitstraalt dan een elektrische boog en ook weinig UV-straling geeft biedt een dergelijke lasbril voldoende bescherming.
Technieken
De werking van de autogene vlam op het oppervlak van het te lassen materiaal kan op verschillende manieren worden ingesteld. De vlam kan een zachte, harde of wilde reactie teweeg brengen door de gasuitstroomsnelheid te variëren. Er zijn natuurlijk praktische grenzen aan het type vlam dat voor het lassen kan worden toegepast. Een te harde vlam zal het smeltblad wegblazen, terwijl een te zachte vlam onvoldoende capaciteit heeft en op de plaats waar deze moet inwerken onvoldoende stabiliteit vertoont. Het mondstuk moet dus passen voor de te lassen materiaaldiktes.
De aanbevolen uitstroomsnelheid bedraagt voor kleine lasbranders 50-60 m/s en voor branders van normale grootte 80-130 m/s.
Voor het acetyleengebruik kunnen we als vuistregel hanteren: 100 l/h per mm plaatdikte.
Ook dienen de juiste samenstelling en dikte van het lasdraad te worden gebruikt. De lasstaven zijn verkrijgbaar in diktes variërend van 1,5 tot 6 mm. Inmiddels is er ook gewerkt aan een EN-norm voor indeling van staven voor het autogeen lassen van ongelegeerde en kruipvaste staalsoorten. EN 12536 geeft de chemische samenstelling voor de typen O I t/m O VI. Hierbij is O Z is de aanduiding voor staven die qua samenstelling buiten het bereik vallen van de eerder vermelde typen, maar die voor kwaliteitswerk echter toch kunnen worden toegelaten. De norm geeft in een bijlage gegevens over de vloeibaarheid, het spatgedrag en de gevoeligheid voor poreusheid van de diverse typen.
Bij het autogeen lassen worden twee technieken onderscheiden, "naar links" lassen ("NL", fig.1) en "naar rechts" lassen ("NR", fig.2). Bij het naar links lassen heeft de (rechtshandige) lasser de brander in de rechterhand en het toevoegmateriaal in de linkerhand. De lasrichting is van rechts naar links, terwijl de vlam van de lasnaad is afgericht. Bij het "naar rechts" lassen heeft de lasser de brander eveneens in de rechterhand, maar is de lasrichting van links naar rechts en de vlam is op de lasnaad gericht. 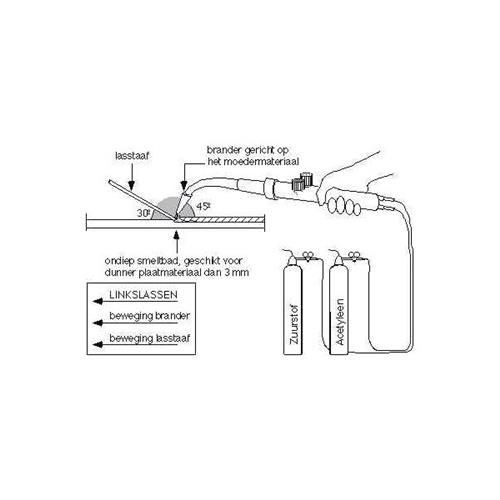
fig.1 NL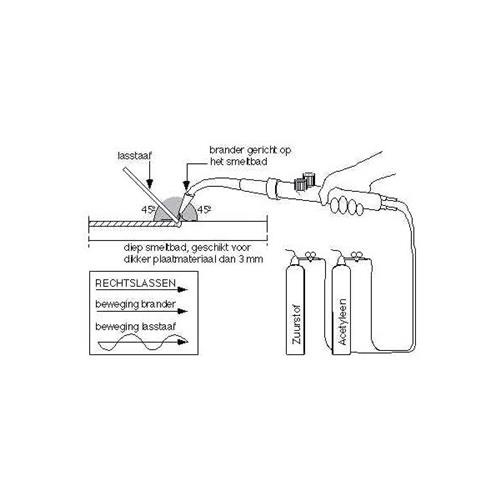
fig.2 NR
De eerste methode wordt toegepast voor dunnere wanddiktes tot ca. 3 mm. Hierboven heeft het "naar rechts" lassen de voorkeur, omdat hierbij een goede en gelijkmatige doorlassing en een betere beheersing van het smeltbad kan worden verkregen. Het "naar rechts" lassen vereist specifieke vaardigheid en kan door een daarop gerichte opleiding op hoger niveau worden verkregen. Het aantal lassers dat deze techniek beheerst, is niet zo groot.
| richtwaarden autogeen lassen, ongelegeerd staal, plaat, stompe naad, positie PA | ||||||||
| mondstuk grootte | materiaal dikte (mm) | naadvorm | zuurstof druk (bar) | acetyleen druk (bar) | diameter lasstaaf (mm) | zuurstof verbruik (l/h) | acetyleen verbruik (l/h) | techniek |
| 1 | 0,5-1 | I | 2,5 | 0,1-0,8 | 1,5 | 80 | 75 | NL |
| 2 | 1-2 | I | 2,5 | 0,1-0,8 | 2 | 150 | 145 | NL |
| 3 | 2-4 | I | 2,5 | 0,1-0,8 | 2 | 300 | 290 | NR |
| 4 | 4-6 | V | 2,5 | 0,1-0,8 | 3 | 520 | 500 | NR |
| 5 | 6-9 | V | 2,5 | 0,1-0,8 | 4 | 750 | 720 | NR |
tabel richtwaarden autogeen lassen
Bel mij terug